INPERSO’s 3D Printing façade System
Within the EU-funded INPERSO project under Horizon Europe, the team has pioneered a vertical 3D printing system designed for the direct, on-site application of mortar onto existing building façades. This innovative solution revolutionizes energy-efficient refurbishments by enabling in-situ vertical printing. It delivers faster, more cost-effective, and minimally invasive retrofits—ideal for revitalizing Europe's aging building infrastructure.
Objectives
Boost operational efficiencies and slash costs/user discomfort in renovations.
Transform façade renovation—a notoriously time-consuming, dangerous, and disruptive process—into an industrialized, safer alternative that reduces reliance on high-risk manual labor.
The prototype handles large façade modules up to 6x6 meters, seamlessly adapting to architectural complexities such as windows, balconies and downpipes. It features a stable mobile platform anchored securely to both the ground and façade, supporting precise horizontal and vertical movements. At its heart is a robotic arm equipped with a mortar extrusion nozzle, supplied from a ground-based pump for accurate, flexible material deposition.
A standout feature is the streamlined BIM-to-Print workflow. This digital pipeline—from façade scanning and model enhancement to automated robot path generation—operates from information obtained from BIM files. It dramatically cuts preparation times, minimizes design-to-execution errors, and aligns perfectly with broader digital construction strategies. The system complements INPERSO's Retrofit Kit, providing holistic renovation solutions while automating one of construction's most labor-intensive, hazardous, and disruptive tasks: façade work.






Work carried out

Global positioning system
Led by ITA
Enables precise X/Y/Z movement via motorized trolleys on mast/truss.
Remaining Work

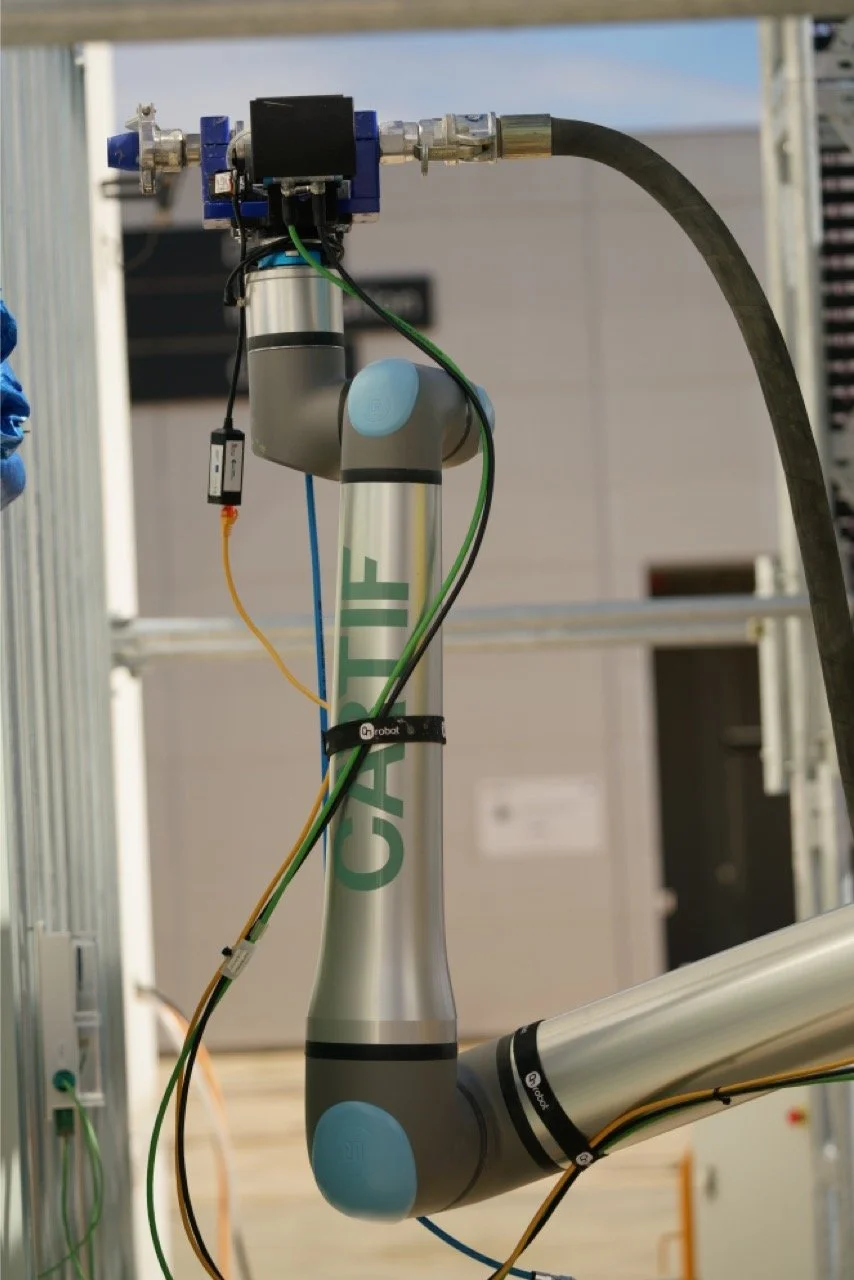
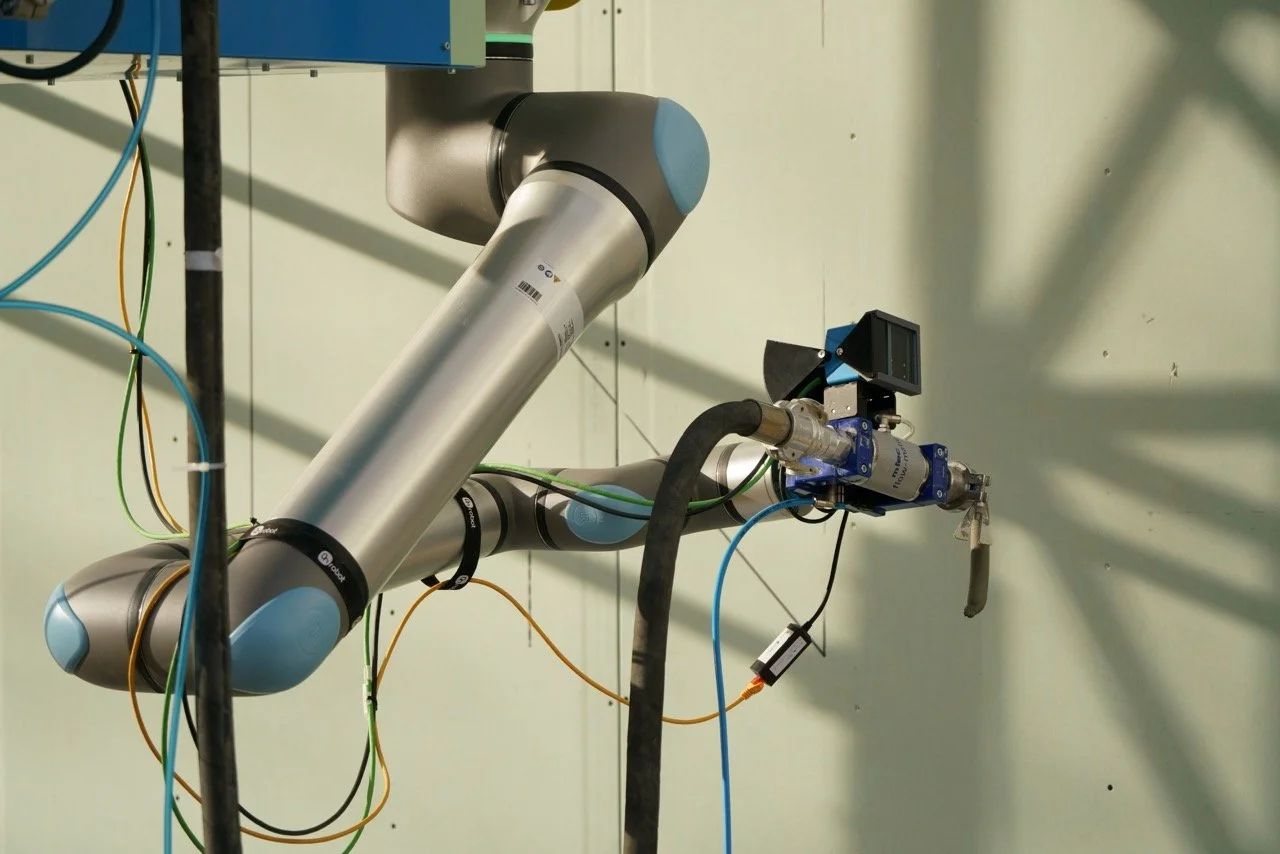
Robotic arm and pump integration
Led by CARTIF/UPV
Handles extrusion and material flow.
Conduct final on-site demonstrations in a real construction environment at AUMSA building (Valencia, end of summer 2026).
The full prototype is now complete, with key subsystems developed collaboratively:
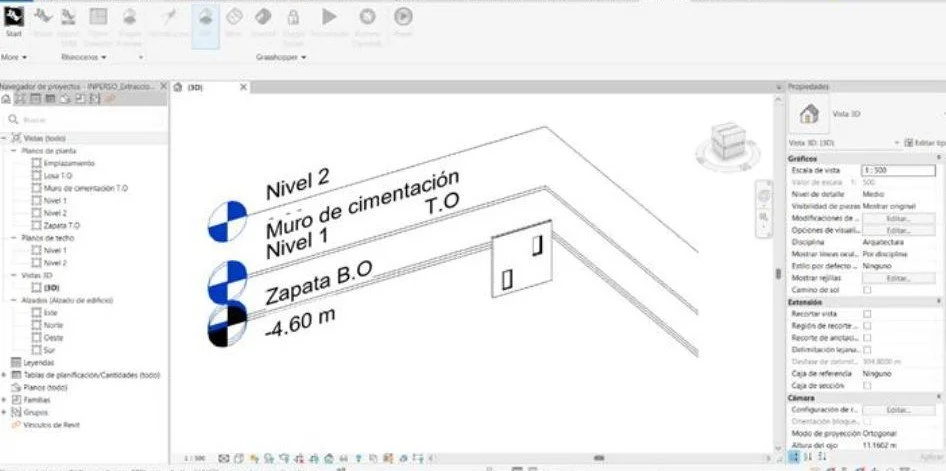
BIM-to-Print software
Led by UPV
Generates trajectories from scans/models.

Monitoring system
Led by VIAS
System to monitor the initial strength of printed mortar on the façades in real time.